

激光驅(qū)動(dòng)金屬漿料打印技術(shù)
“優(yōu)秀設(shè)計(jì)”二等獎(jiǎng)
資助企業(yè):
 上海智能制造功能平臺(tái)有限公司
上海智能制造功能平臺(tái)有限公司
資助年份: 2025
企業(yè)導(dǎo)師: 李志

指導(dǎo)教師: 羅國虎
項(xiàng)目成員: 周一、蔣天昊、唐揚(yáng)欣榮
 項(xiàng)目海報(bào)
項(xiàng)目海報(bào)


 項(xiàng)目視頻
項(xiàng)目簡介
項(xiàng)目視頻
項(xiàng)目簡介
項(xiàng)目概述
目前,金屬漿料印刷工藝主要分為絲網(wǎng)印刷與噴嘴噴印兩類。絲網(wǎng)印刷工藝常因網(wǎng)孔堵塞致使工藝分辨率欠佳,高溫?zé)Y(jié)后金屬微結(jié)構(gòu)導(dǎo)電性能差;焊膏噴印工藝雖噴嘴噴印速度有限,金屬顆粒易堵塞噴嘴,增加了運(yùn)維成本。
為了解決上述問題,考慮使用激光驅(qū)動(dòng)金屬漿料打印技術(shù)實(shí)現(xiàn)金屬漿料印刷。該技術(shù)利用激光的高時(shí)空可調(diào)性和高重頻特性,通過精確控制激光參數(shù)和路徑規(guī)劃,有望實(shí)現(xiàn)金屬漿料的高效、高精度打印。
本項(xiàng)目圍繞激光驅(qū)動(dòng)金屬漿料打印,從樣機(jī)設(shè)計(jì)搭建、樣機(jī)控制、打印工藝三個(gè)層面開展研究,形成完整體系,并驗(yàn)證效果。
項(xiàng)目目標(biāo)
1、完成激光驅(qū)動(dòng)金屬漿料打印樣機(jī)設(shè)計(jì)與搭建:
[1] 設(shè)計(jì)激光驅(qū)動(dòng)金屬漿料打印樣機(jī);
[2] 開發(fā)金屬漿料打印多軸調(diào)平系統(tǒng);
[3] 搭建激光驅(qū)動(dòng)金屬漿料打印樣機(jī)。
2、完成激光驅(qū)動(dòng)金屬漿料打印樣機(jī)控制:
[1] 實(shí)現(xiàn)激光-金屬漿料-沉積位置準(zhǔn)確對準(zhǔn);
[2] 完成激光脈沖能量監(jiān)測與穩(wěn)定性評價(jià);
[3] 完成漿料打印系統(tǒng)運(yùn)動(dòng)控制及軟件集成。
3、完成激光驅(qū)動(dòng)金屬漿料打印工藝:
[1] 建立單點(diǎn)漿料激光打印工藝數(shù)據(jù)庫;
[2] 闡明激光驅(qū)動(dòng)漿料搭接行為演變;
[3] 實(shí)現(xiàn)復(fù)雜圖案漿料打印路徑規(guī)劃。
項(xiàng)目成果
本項(xiàng)目圍繞激光驅(qū)動(dòng)金屬漿料打印設(shè)備,獲得了三個(gè)方面的成果:
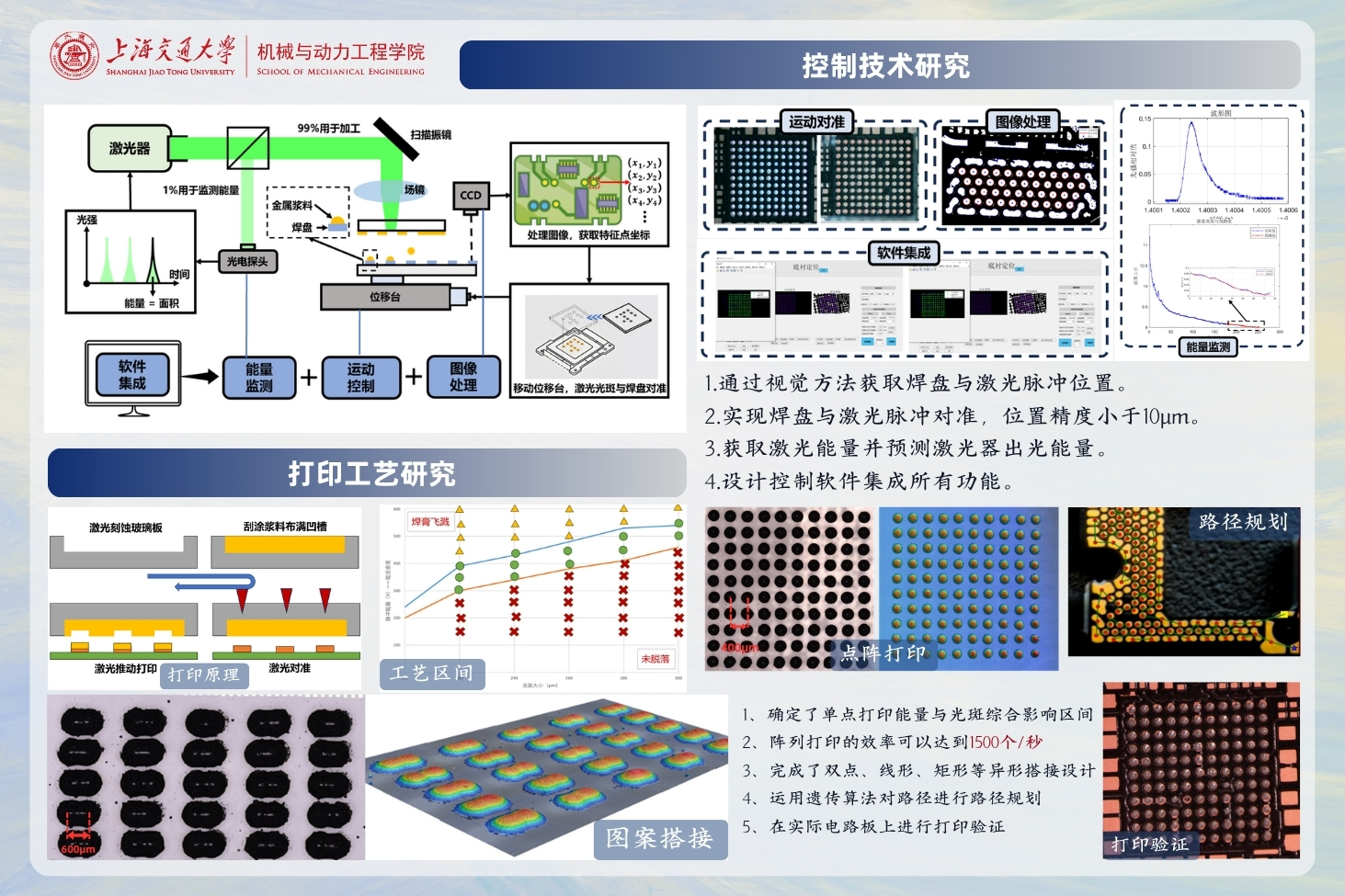
打印樣機(jī)設(shè)計(jì)與搭建方面,從激光光路、運(yùn)動(dòng)系統(tǒng)、控制系統(tǒng)、測距與調(diào)平系統(tǒng)等模塊入手,完成了樣機(jī)的設(shè)計(jì)、選型、搭建與調(diào)試,通過實(shí)際操作驗(yàn)證了金屬漿料打印流程。
打印樣機(jī)控制方面,設(shè)計(jì)并編程實(shí)現(xiàn)了一套圖形化界面上位機(jī)控制系統(tǒng),實(shí)現(xiàn)了激光-金屬漿料-沉積位置的自動(dòng)位置對準(zhǔn);設(shè)計(jì)了能量監(jiān)測算法進(jìn)行激光脈沖能量監(jiān)測與分析。
打印工藝方面,通過實(shí)驗(yàn)研究對比了各工藝參數(shù)條件下的打印效果,構(gòu)建了工藝數(shù)據(jù)庫;研究得出了金屬漿料搭接效果的最佳間距范圍;設(shè)計(jì)算法實(shí)現(xiàn)了復(fù)雜圖案打印的路徑規(guī)劃。




